
Polymaker PolySonic PLA: Fast, High-Quality Printing
Over the last few years we've seen pretty drastic changes in the speed of 3D printing. But not much has been done to adapt the filament to the specifications of high-speed printers. We now have printers that can easily print at over 500mm/s, and yet we still use the traditional PLA for it. However, ordinary PLA does not always work well at high flow rates.
Our own ecoPLA can easily print at 500 mm/s. However, 500 mm/s does not always mean 500 mm/s. Many printers can print at 500 mm/s as long as the model is not too complex. For complex models with lots of print movements or steep shapes, the printer's acceleration ability limits the maximum speed achievable to ensure decent quality.
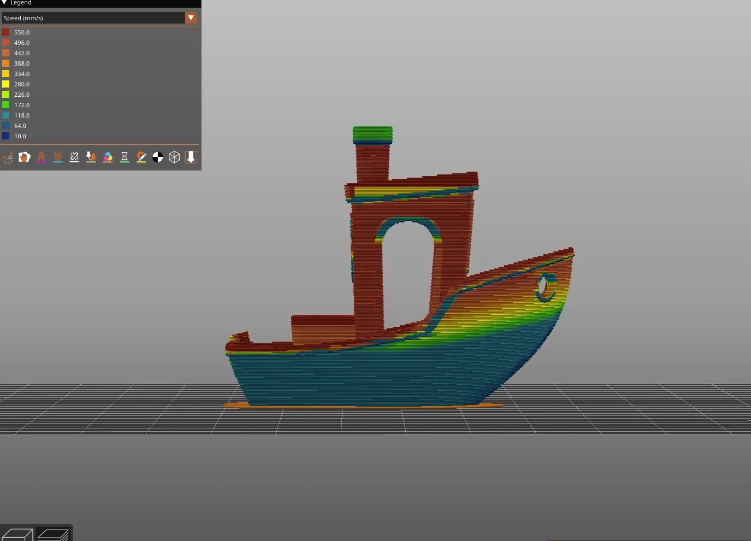
Take a look at this picture. Here we have the classic benchy with a maximum speed of 550 mm/s. Everything in red is at top speed, but there are other speed values as well. Here we have limited the speed for quality reasons. You will notice the blue colour that represents a steep overhang at the bow. Overhangs are quality killers, the layers here are not placed directly over the previous layer, but at an angle. This means they are not completely stable and the part cooling needs to solidify them as quickly as possible otherwise they will move a little when the next layer comes, resulting in poor quality. Here we have reduced the speed so that the cooling can do this adequately.
If your printer limits speed because it can't handle high accelerations, something similar can happen, and tight corners will be the first to have their speed reduced. Look what high speed can do to your beloved Benchy:

Both of these scenarios cause another problem. The longer the filament stays in the hotend (that is, when speeds are lower), the more heat it can absorb from the heater block. While this is a good thing in terms of flow, it actually leads to an interesting effect. Hotter filament looks shinier, cooler filament looks duller. When these effects combine, it can result in a striped effect that can be described as "shark skin" on the finished print, which doesn't look particularly good. In the image below you can see what I mean, one half was printed at 100mm/s and the other at 500mm/s, one is glossy and the other is matt, the contrast is easy to see.

So now we know that high speeds can affect the print result by not giving the filament enough time to cool and creating unsightly artefacts when high speeds are simply not possible due to the geometry of the model.
PLA in general is not an easy filament to cool down. Not many filaments have this problem. Since 3D printers began using PLA in the distant past, we have always required 100% cooling, unlike PETG, ABS, ASA and others that require at most 50% cooling or in some cases no cooling at all.
The obvious solution is a better cooling system. However, since high-speed printers do not like additional weight on their moving components (in the case of additional or more robust fans), this is not always advantageous. Some printers now have fans on the frame instead of the printhead to reduce weight. The Neptune 4 series has fans on the gantry that are moved only by the Z-axis motors for layer changes and Z-hops, other printers such as Voron printers can add CPAP fans, which are powerful remote fans that move air through a hose to the print head. But these are still rarities, most printers still have fans on the printhead. Even with additional ventilation, there is ultimately a limit to how effective they can be.
And even if the cooling problem is solved, we can still have the problem of variable feed rates causing the striped effect on a printed part.
So what else can we do? How about modified filament that can be cooled more easily and efficiently and where the colour change is not noticeable at different feed speeds? It seems we have something like that now.
Polymaker PolySonic PLA
Polymaker's new PolySonic PLA is suitable for high flow. It can print up to 29 mm³/s. This means if you print with a 0.4mm nozzle, you can reach speeds of up to 500mm/s when printing with a layer height of 0.14mm or less. If you want high-quality printing at high speed, this filament is for you.
First, PolySonic is a high-flow filament. It melts quickly in the hotend, which is exactly what you need for high flow. The filament should melt and reduce its viscosity as quickly as possible to minimise drag, which could cause your stepper motor to stumble and lose steps. On the other hand, because it absorbs heat quickly, it can also dissipate it more quickly, making cooling more effective. While there are other high-flow filaments, PolySonic is designed for high-quality at high speed and unlike these filaments, it can easily eliminate shark skin.
We tested it on our Anycubic Kobra 2 Pro, a printer that can print up to 500mm/s with an acceleration of 20K, very impressive, especially considering its price.
We wanted to push this filament to the extreme and were able to print a pretty decent quality benchy in 13 minutes. It should be said that we really maxed this out, our flow rate was 30mm³/s so we were just over the limit - see here.
We also tested an abrupt change in the speed of the filament flow to show how well it can combat Shark Skin, and this is the result.

As before, half is 100mm/s and the other half is 500mm/s. Absolutely no change in colour, shark skin is completely eliminated.
We also decided to run a more realistic test on the Kobra 2 Pro with this filament, so we re-sliced the benchy to eliminate any visible artefacts from the previous speed test. The printing was completed in 16 minutes and this is what we got. No shark skin, good overhangs, good bridges, nice straight chimney, not bad at all. If you would like to see the full print version, you can view it here.
In case you want to achieve the same results on your Kobra 2 Pro, we have collected the full settings for you in the table below.
Prusa Slicer settings for the high-speed benchy on the Kobra 2 Pro with Polymaker PolySonic PLA:
| Layer height | 0.25mm |
| First layer height | 0.28mm |
| Perimeters | 2 |
| Horizontal shells | 2 |
| Infill | 5% gyroid |
| Speed | 400mm/s |
| Dynamic Overhang Speed | Bridges 100% 25% Overlap: 2% 50% Overlap: 20% 75% Overlap: 40% |
| Travel | 500mm/s |
| First layer speed | 400mm/s |
| Max print speed | 500mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100% |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350mm/s |
| Custom G code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Related products
-

Polymaker PolySonic PLA White, 1.75 mm / 1000 g
- High-speed filament
- Fast extrusion rate
- Excellent layer adhesion
-

Polymaker PolySonic PLA Grey, 1.75 mm / 1000 g
- High-speed filament
- Fast extrusion rate
- Excellent layer adhesion
-

Polymaker PolySonic PLA Red, 1.75 mm / 1000 g
- High-speed filament
- Fast extrusion rate
- Excellent layer adhesion
Magazine Articles:
Discover 3DJake:
-
Delivery in 3 business days.
More than 10.700 products
We deliver worldwide to
more than 40 countriesSecure payments
with SSL encryption technology
